La norme ANSI B16-5 / NF EN 1759-1
Types de brides ANSI B16-5 - NF EN 1759-1 Classe 150 et 300
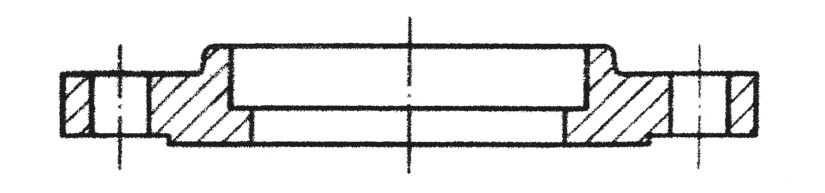
Type 01

Bride plate à souder Flat Flange

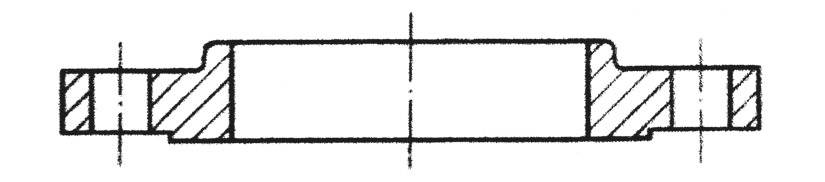
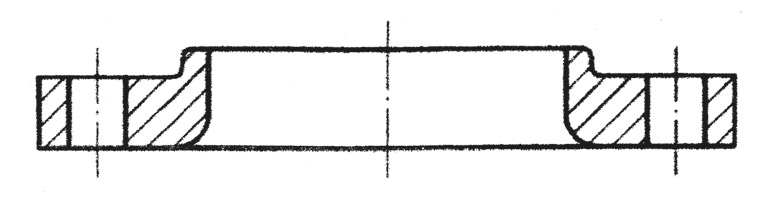
Type 13
Bride filetée à collerette Threaded
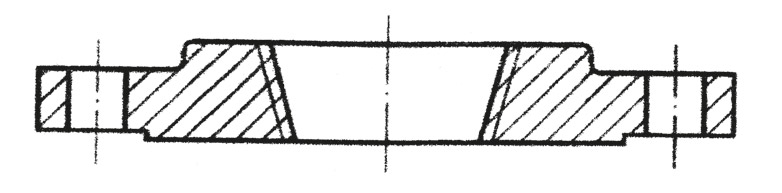
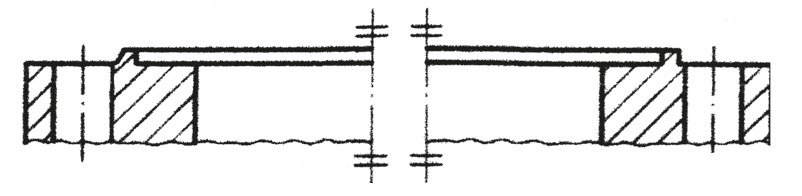
Type 14
Bride à emboîter et à souder à collerette Socket Welding
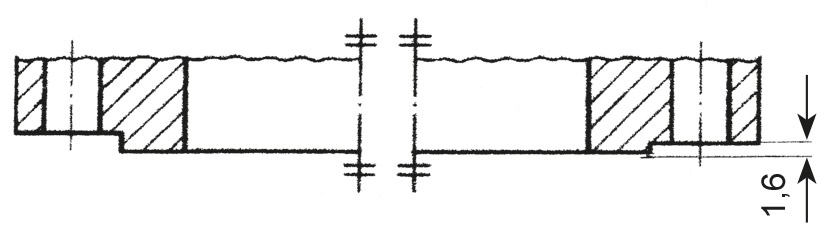
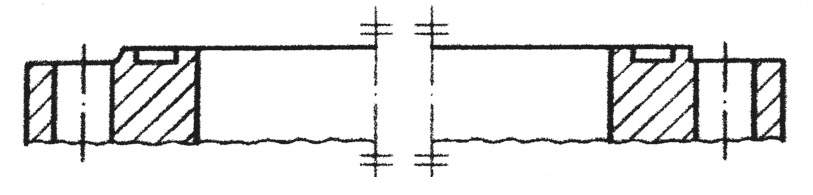
Type 15
Bride tournante à collerette pour extrémité de tuyauterie à collet embouti Lapped flange
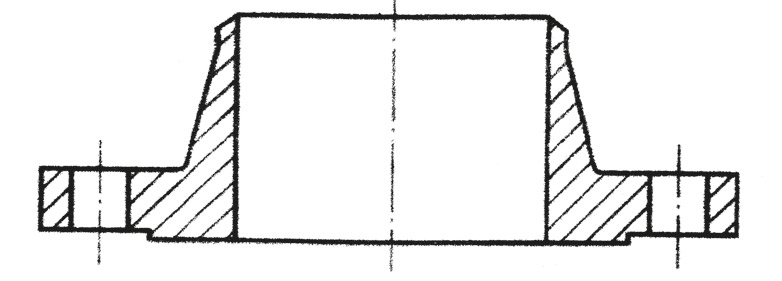
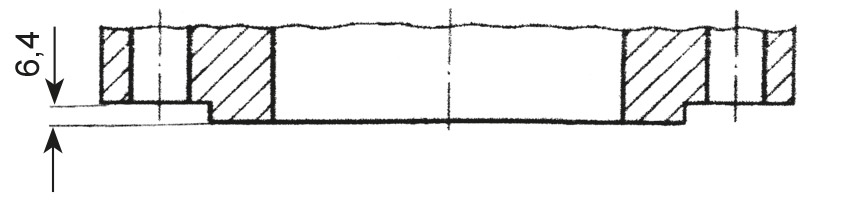
Type 21
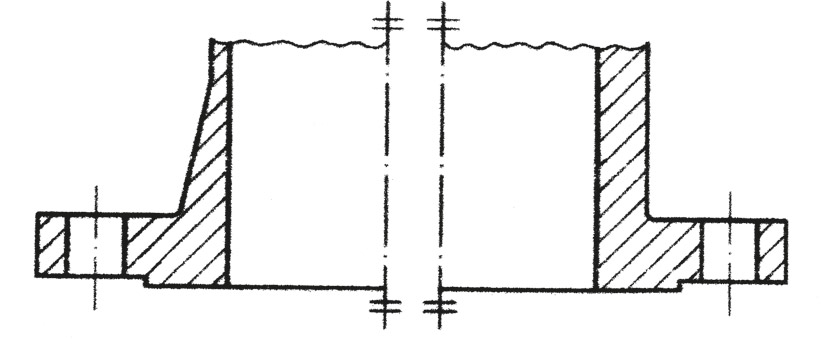
Bride incorporée Long Welding neck
Type de portées de joints End Flange facings
Type A

Face de joint plate Flat face
Type B 1
Face de joint surélevée Raised face
Type CL / CS

CL= Emboîtement double mâle large / CS= Emboîtement double mâle étroit Large or small tongue face
Type DL / DS
DL= Emboîtement double femelle large / DS= Emboîtement double femelle étroit Large or small groove face
Type E
Emboîtement simple mâle / large Large male face
Type F / FC
F= Emboîtement simple femelle large (only by Class 600 to 2500) FC= Emboîtement simple femelle large Large or small female face
Type J

Face pour joint annulaire Ring joint face Glass 300 and larger
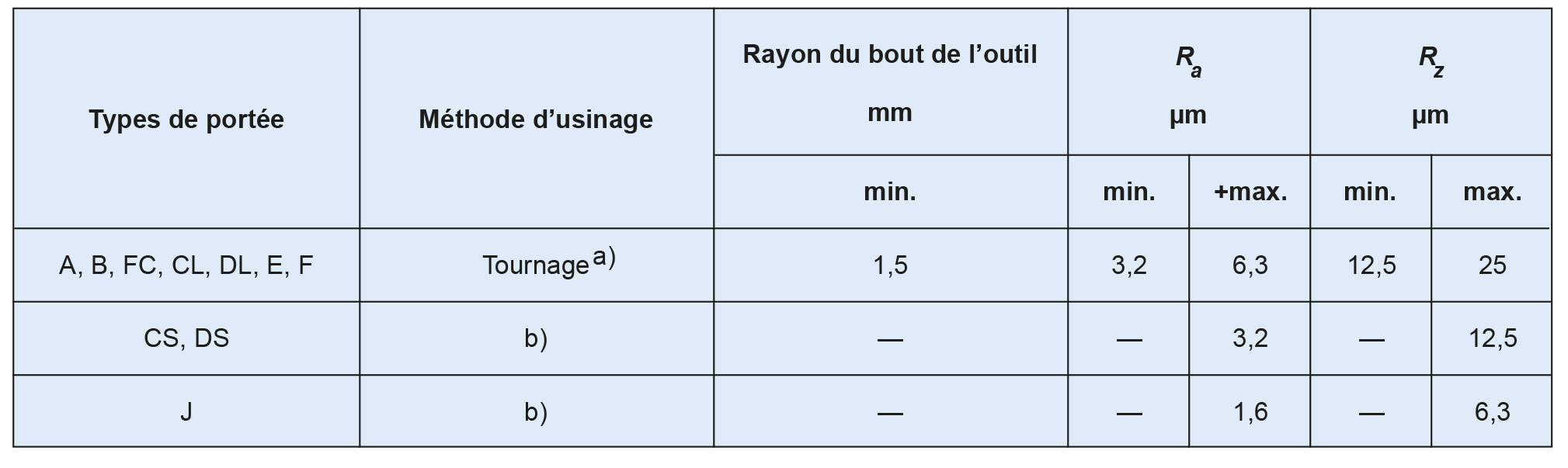
Finition des portées de joints
1 - suivant nf en 1759-1
Bien que la forme des brides suivant EN 1759-1 et ANSI B16-5 soit à la base la même, les finitions des portées de joints sont définies différemment.
Les portées de joints sont obtenues par usinage avec un outil à bout rond (Tournage ou équivalent).
Les stries sont concentriques ou en spirale.
Les faces de joint à emboîtement simple mâle et femelle et à double emboîtement mâle et femelle ne sont pas applicables à la Class 150 du fait des impossibilités dimensionnelles potentielles.
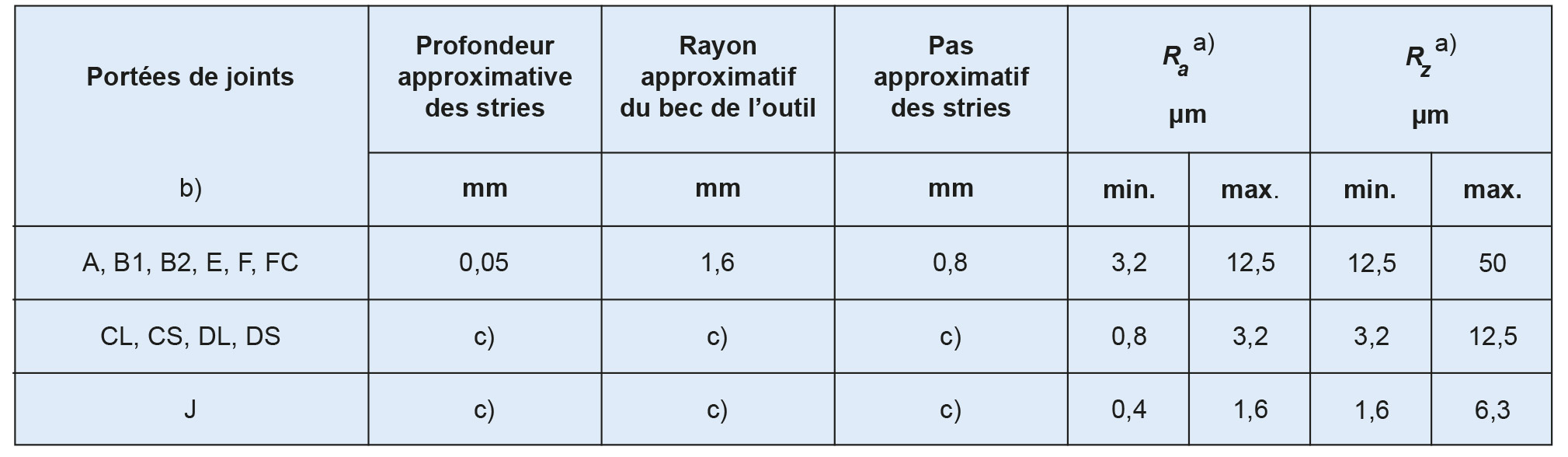
- a) Suivant EN ISO 4287
- b) B1 = état de surface normalisé
- B2 = état de surface soumis à accord vendeur/acheteur
- c) Usinage de manière à produire l’état de surface conforme au tableau
2 - suivant ANSI B16-5
L’usinage est obtenu par stries concentriques ou stries par spirale.
Sauf accord contraire entre vendeur et acheteur, les finitions sont les suivantes :
- a) L’avance ou pas de stries est de 0,45 à 0,56 mm/tour environ
- b) Usinage de manière à obtenir l’état de surface conforme au tableau
Les termes communément employés tels que stock finish (3,2-12,6 μm), et smoth finish (3,2- 6,3 μm), hydrogen finish (2-3,2 μm), cold water finish (face miroir) ne sont pas repris par la norme EN 1759.
Note générale pour EN 1759-1 et ANSI B16-5
L’état de surface des faces de joints doit être jugé par comparaison visuelle avec les standards Ra et non avec des instruments de mesure.